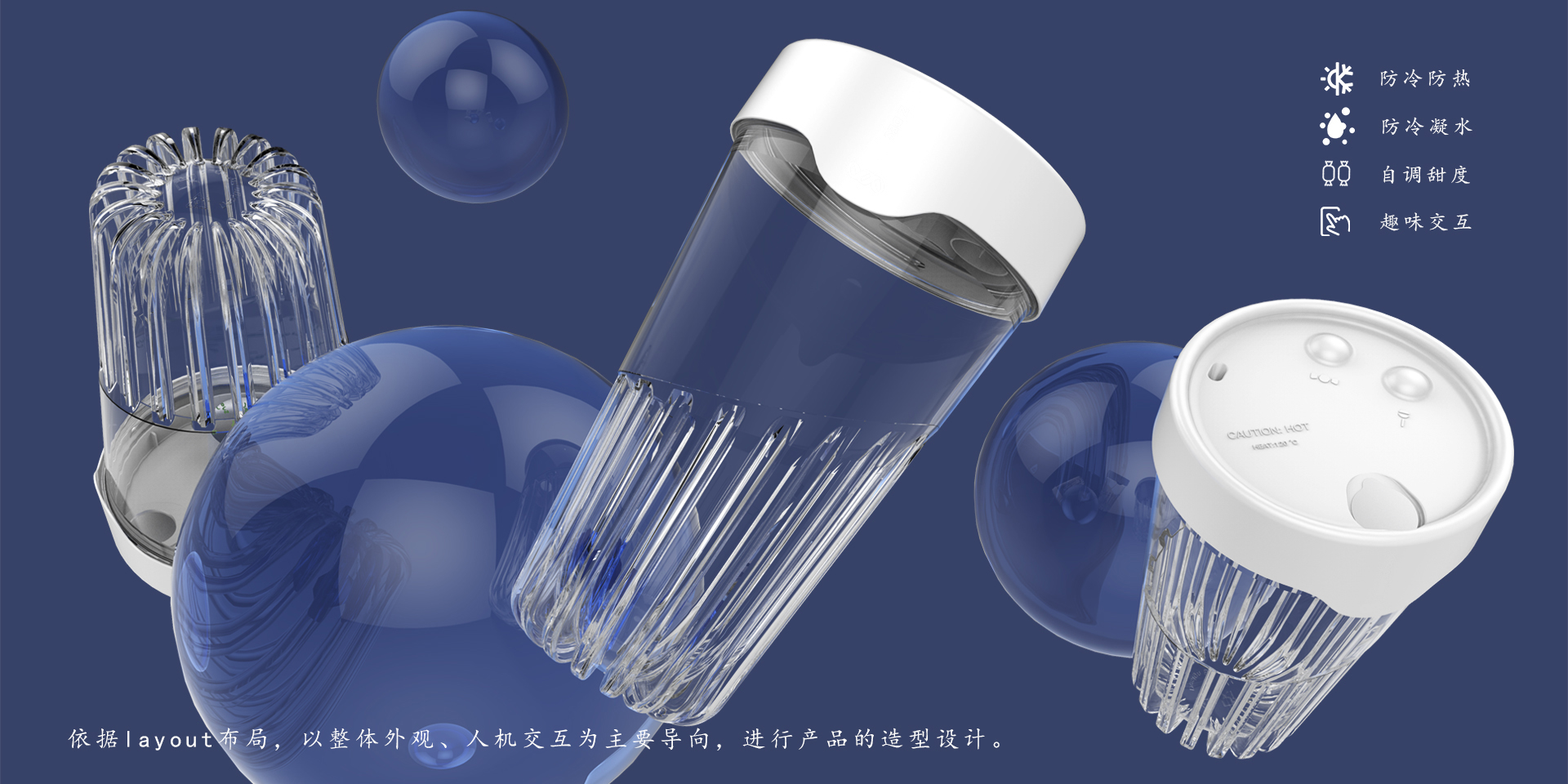
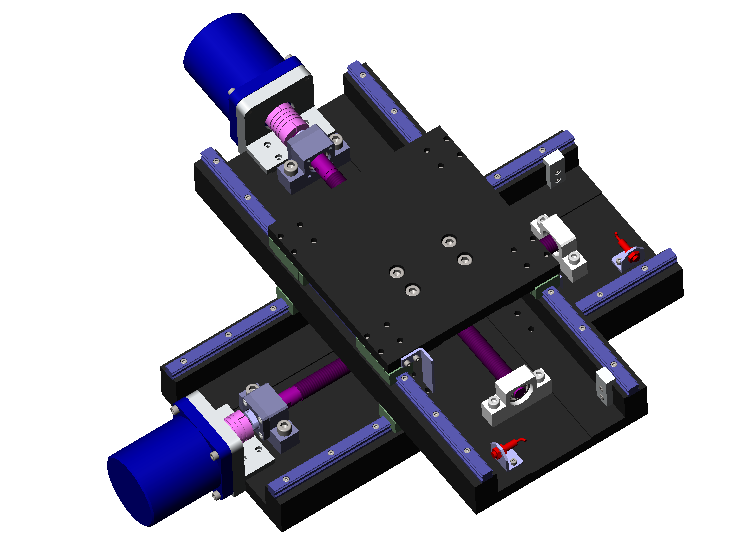
大连科益科技有限公司 体验科技带来的益处! 了解更多 公司简介 大连科益科技有限公司位于辽宁大连市金普新区。承接大型钢结构设计加工、流水线设备、产品改造设计加工。 经营理念:创新理念、追求卓越、迅速改善、永续经营。 优良的工作环境以及良好的激励机制,吸引了一批高素质、高水平、高效率的人才。拥有完善的技术研发力量和成熟的售后服务团队。我们的宗旨是:“用服务与真诚来换取你的信任与支持,互惠互利,共创双赢!愿与国内外各界同仁志士竭诚合作,共创未来! 了解更多 工业设计 大连科益科技有限公司是专业的产品设计及加工的公司,特别是在工业产品设计方面,为企业提供产品调研、产品策划、外观设计、结构工艺设计、包装宣传册设计、用户界面设计、模型样机制作、产品批量生产及组装的一站式产品设计服务。 机械设计 自动化设备改造 运用国际先进的CAID/CAD电脑辅助工业设计系统、专业图例处理系统、进口先进精密模型制造设备和国际先进的工业设计管理系统;不断吸收国际先进设计思想,以市场及客户需求为中心,提供市场调查、消费者研究、产品策划、工业设计、结构设计、快速模型制作、设计培训、设计管理顾问等工业设计配套服务。 钢结构设计 项目经理部成立质量管理领导小组,整体把控工程进度。公司成立专门工程质检部,负责工程质检具体工作。工程师全程监督施工团队工程施工质量。为工程提供有力保障! 太阳能发电 分布式离并网微电网系统是KerYi设计开发的可广泛应用于家庭、商业用户的多功能电源系统 你会得到优质的解决方案,满足您的行业需要求。 了解更多 行业需求 产品设计 农业设计 了解更多 工业设计 了解更多 钢结构工程 了解更多 产品设计 了解更多 机械加工 了解更多 机械设计 了解更多 需要更简单的工业解决方案的帮助吗?我们是专家! 了解更多